The US-1779 Tie Bolt Inspection System enables complete inspection of aircraft wheel bolt threads as well as inspection under the bolt head for highly accurate eddy current testing.
Twin-roller flatbed for quick inspection cycles
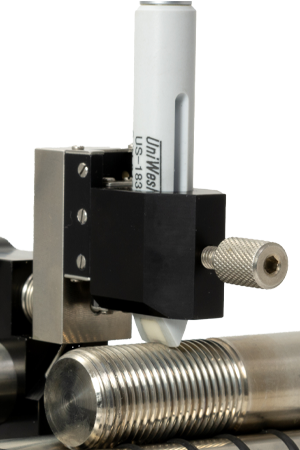
Specialty probe US-1839 purchased separately
Smaller footprint (2′ × 3′) than other NDT equipment in wheel and brake shops